Manufacturing Process
From raw material to finished steel structure — our 7-step, ISO 9001-certified manufacturing process ensures every component meets international quality standards.

Raw Material Inspection & MTC Verification
Every batch of raw steel (H-beam, angle steel, steel plate) arrives with a Mill Test Certificate (MTC) compliant with EN 10204 3.1. Our QC team verifies:
- Chemical composition — spectometer test for C, Si, Mn, P, S, and alloy elements
- Mechanical properties — yield strength, tensile strength, elongation (verified by third-party lab if required)
- Dimensions — beam height, flange width, web thickness measured per order specification
- Surface condition — no cracks, laminations, or heavy rust (Sa 2.5 required for coated members)
Only material passing all checks enters our production line. Non-conforming material is quarantined and returned to the mill within 48 hours.

CNC Cutting & Machining
Steel plates and sections are cut using our 12-head CNC plasma/flame cutting system. The cutting program is directly generated from Tekla/SkyCiv models, ensuring 100% dimensional accuracy.
- Plate cutting — up to 80mm thick plates, ±1mm tolerance
- Beam coping — end copes, flange cuts, and web cuts for moment connections
- Hole drilling — CNC drilling for bolted connections (±0.5mm hole position tolerance)
- Edge machining — milling for crane runway beams (flatness ±2mm over full length)
Cut parts are immediately labeled with a unique serial number that traces back to the original mill test report and the project's fabrication drawing.

Component Assembly & Fit-Up
Cut components are assembled on our precision welding tables. Assembly jigs ensure correct member alignment before welding begins.
- Sub-assembly — flange-to-web fit-up for H-sections, stiffener plate welding preparation
- Main frame assembly — portal frame columns and rafters assembled on 20m-long precision tables
- Dimensional check — overall length, height, connection plate positions verified with laser measuring tools
- Tack welding — certified welders perform tack welding to maintain alignment during full welding
Assembly tolerances follow ISO 13920: length ±2mm, straightness 1/1000, twist ≤3mm over full member length.

Automated Welding & NDT
Main structural seams are welded using automated submerged arc welding (SAW) for consistent penetration and minimal distortion. Fillet welds use MAG welding with certified welding procedures (WPS/PQR qualified per ISO 3834).
- SAW welding — for H-section flange-to-web seams, 6-8mm weld size, 100% UT tested
- MAG welding — for fillet welds, connection plates, and secondary members
- UT inspection — ultrasonic testing per ISO 17640 for full-penetration welds
- MPI inspection — magnetic particle inspection for fillet welds (spot check 20%)
All welding is performed by AWS D1.1 / ISO 3834 certified welders. Welding consumables are stored in heated cabinets to prevent moisture absorption.

Shot Blasting & Surface Preparation
All welded assemblies pass through our 8-wheel shot-blasting machine. Abrasive steel shot removes mill scale, rust, and welding spatter, achieving a clean surface profile.
- Surface profile — SA 2.5 per ISO 8501-1 (near-white metal blast cleaning)
- Roughness — 40-80μm anchor pattern for optimal coating adhesion
- Dust removal — compressed air blow-off and vacuum cleaning before coating
- Immediate coating — primer applied within 4 hours of blasting (max 8 hours in controlled humidity)
Proper surface preparation is critical for coating longevity. Our SA 2.5 profile ensures coating system lifespan of 15-20 years in industrial environments.

Coating System Application
Coating is applied in our climate-controlled spraying booth. The coating system is selected based on the project's environmental conditions (C2-C5 per ISO 12944).
- Epoxy zinc-rich primer — 75μm, cathodic protection for steel substrate
- Epoxy intermediate coat — 125μm, barrier protection, high build
- Polyurethane topcoat — 80μm, UV resistance, color retention
- DFT verification — dry-film thickness measured at 5 points per member (SSPC-PA 2 compliant)
For coastal or high-humidity projects, we upgrade to a 400μm DFT system with zinc-rich primer + epoxy intermediate + polyurethane topcoat + antifouling topcoat. All coating materials are batch-tracked for traceability.
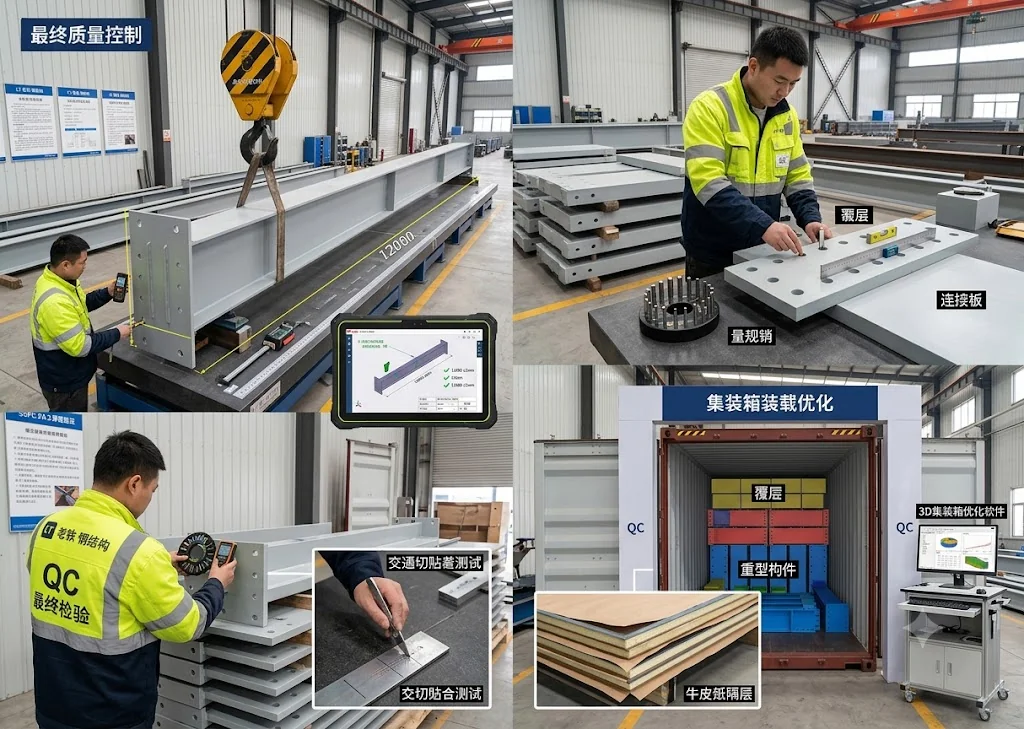
Final QC, Packing & Shipping
Before leaving our factory, every order undergoes a final quality control check and optimized container loading.
- Dimensional QC — overall length/width/height checked against erection drawing (±2mm tolerance)
- Connection check — bolt holes verified with gauge pins, connection plates checked for twist
- Coating inspection — DFT re-checked, adhesion test (cross-cut) on 5% of members
- Container loading — 3D container optimization software minimizes container count; heavy members at bottom, cladding protected with kraft paper interleaving
Each shipment includes: (1) Packing list with zone cross-reference, (2) QC report with DFT readings and photos, (3) MTC for each steel batch, (4) Coating material certificates, (5) Container loading photos for insurance purposes.
Our Quality Commitment
ISO 9001 Certified
Every step follows documented quality procedures, verified by annual third-party audits.
100% Dimensional Check
Every member is verified before shipping. ±2mm tolerance per ISO 13920 standard.
Full Documentation
MTC, QC report, coating certs, container photos — complete dossier with every shipment.
Ready to Start Your Project?
Our engineering team is ready to design and manufacture your steel structure with the same 7-step quality process.